![]()


冷凍乾燥
蔥
排序Aosa海藻
和乾燥
排序大米和
準備糀
從排序到
大豆的製備
混合,發酵,
老化
生產線
質量控制
品嚐檢查
海帶芽分類
和乾燥
![]()







每天最多有十輛載有20噸大豆的大型卡車到達工廠。
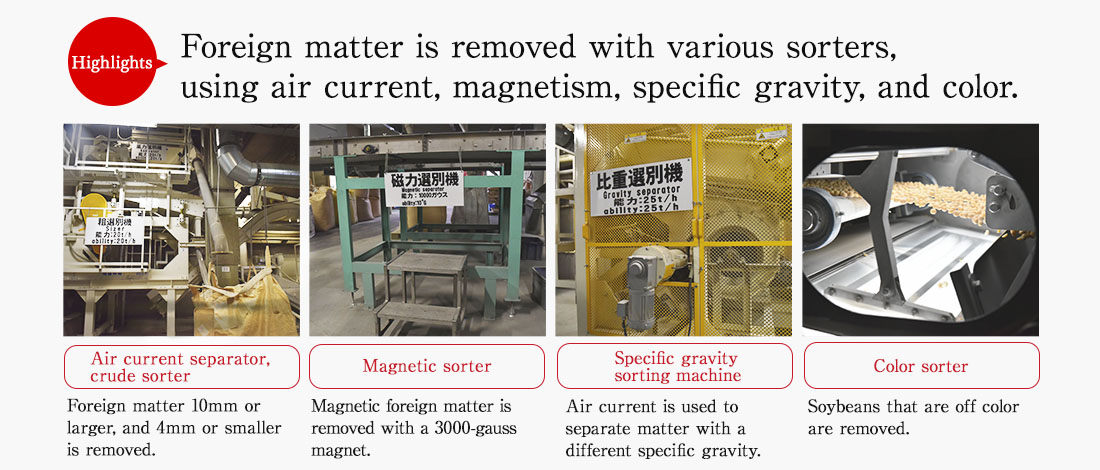
Air current separator/Crude sorter/Magnetic sorter:
The soybeans are passed through three machines for sorting, and then are transferred to one of nine huge soybean silos, each with a capacity of 270 tons.
筒倉取出的大豆還要進行全面質量檢查。
粗分類機:去除比大豆大得多(10毫米或更大)或小(4毫米或更少)的任何物質。
重力分選機:用氣流吹大豆可以除去太輕或太重的異物。
用此機器將與大豆相同大小的石頭和其他物質清除掉粗分選機的支票。
磁力分揀機:在這裡去除鐵砂。
質量檢查的後半部分是顏色分類行,在該行中檢查大豆的顏色。
全色分類器:輸入有關三種原色(紅色,綠色,藍色)的信息。去除異色大豆。
交付的大豆在每個分揀機上均經過嚴格的測試,然後獲得批准印章。


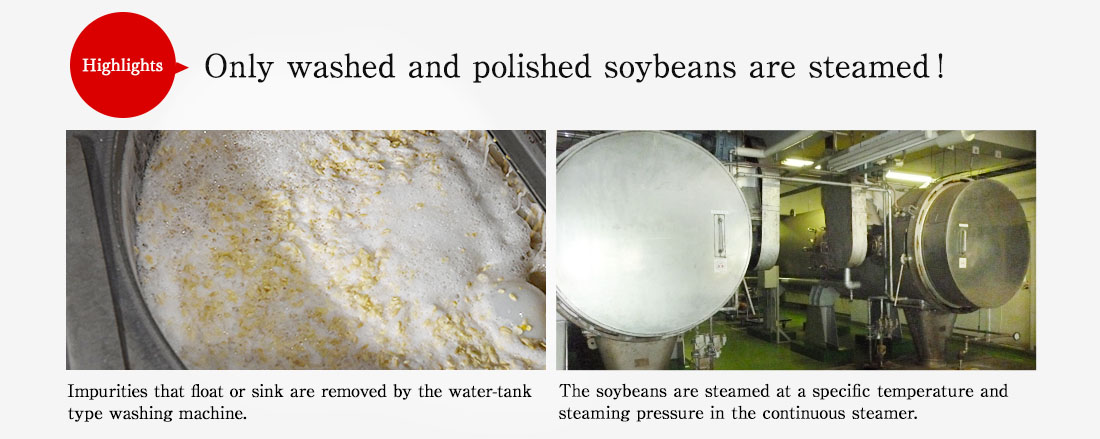
分選的大豆被帶到大豆洗滌過程中。首先,將大豆噴水,並在濕式摩擦洗衣機中一起攪拌。噴塗後,將它們放置在水箱式洗衣機中,在其中除去漂浮或下沉的雜質。
然後將洗淨的光滑大豆帶入浸泡過程,在水中浸泡約12小時。浸泡大豆,直到水完全滲透到核心為止,並且大豆內部的水含量保持一致。如果未正確浸泡大豆,將導致蒸出的大豆不一致。
“大豆的硬度和水分含量因品種而異,因此使用的浸泡罐因品種而異。浸泡時間也因季節而異,因此我們要格外注意。” (倉石)
浸泡後尺寸翻倍的大豆被送入蒸煮線,在指定的溫度和壓力下蒸煮。烹飪後,將它們在冷卻器中冷卻至適合酵母生長的正確溫度。冷卻後,便進入將糀和鹽混合的過程。
然後味噌糀和鹽形成的味o湯料輸送給衰老控制組長。


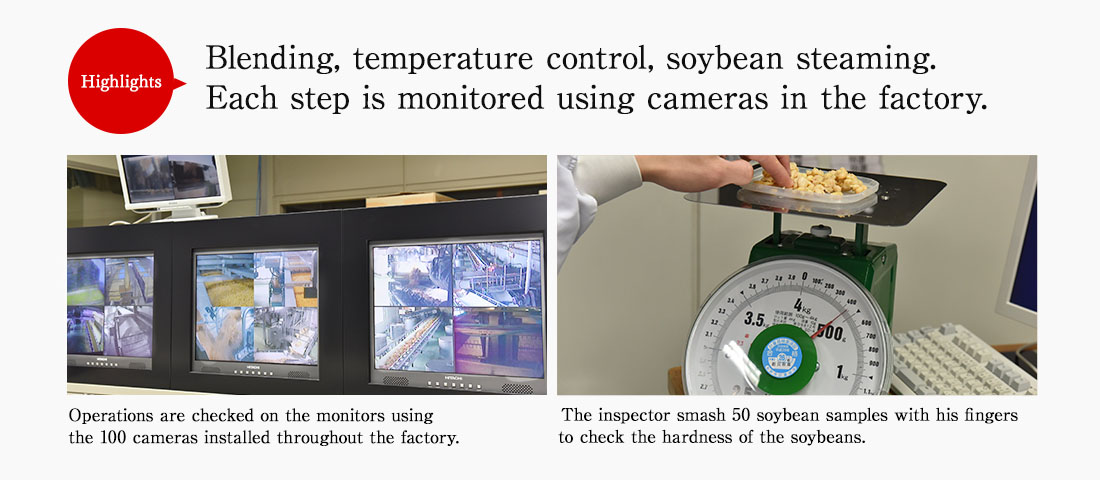
“水分含量和特性因大豆類型而異。例如,每批大豆的溫度和蒸壓不同。這種數字管理在中央控制室執行。兩個人的小組輪流觀看從上午6:45開始監視”(倉石)
在製備過程中對製備比例和溫度進行管理,並在此檢查穿越工廠的每條生產線。中央控制室可以稱為味噌準備的核心。此處也執行手動操作。
“在蒸大豆時,我們進行檢查以測量大豆的硬度。檢查員取樣了50個大豆樣品,將它們放在秤上,然後用手指搗碎每個大豆。如果大豆可以用400克至600克的壓力搗碎,如果壓力在300克或以下,則大豆太軟,味噌便會失去粘度,無法正常發酵;如果壓力在700克或以上,則大豆也將過剩辛苦。這將導致味噌是粗糙的,並且分解和發酵過程中不會進展順利。儘管這是一種非常原始的方法,是檢查硬度的最簡單方式。我們與老化控制領導者共享數據和質量控制科。” (倉石)


我曾經負責老化。離開此過程後,我了解到大豆的選擇,洗滌,蒸製和混合過程是動手操作和精心進行的。這是一個令人耳目一新的驚喜。同時,我意識到我需要更加努力地提供優質大豆。
我認為穩定的運營至關重要。如果在加工過程中生產線停止運轉,大豆可能會褪色或變得太軟,從而影響穩定的品質。維護和清潔對於保持管路正常運行是必不可少的。每個星期一都是維護和清洗日。我們覆蓋了生產線的每一英寸。我對我們提供給客戶的質量充滿信心。