![]()


冷冻干燥
葱
排序Aosa海藻
和干燥
排序大米和
准备米麴
从排序到
大豆的制备
混合,发酵,
老化
生产线
质量控制
品尝检查
裙带菜分类
和干燥
![]()







每天最多有十辆载有20吨大豆的大型卡车到达工厂。
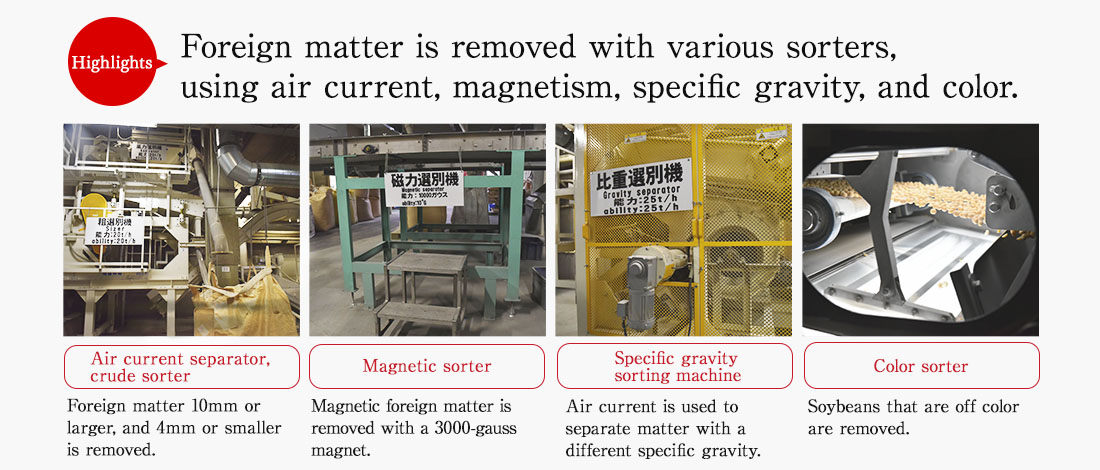
Air current separator/Crude sorter/Magnetic sorter:
The soybeans are passed through three machines for sorting, and then are transferred to one of nine huge soybean silos, each with a capacity of 270 tons.
筒仓取出的大豆还要进行全面的质量检查。
粗分类机:去除比大豆大得多(10毫米或更大)或小(4毫米或更少)的任何物质。
重力分选机:用气流吹吹大豆可以除去太轻或太重的异物。
用此机器将与大豆相同大小的石头和其他物质清除掉粗分选机的支票。
磁力分拣机:在这里去除铁砂。
质量检查的后半部分是颜色分类行,在该行中检查大豆的颜色。
全色分类器:输入有关三种原色(红色,绿色,蓝色)的信息。去除异色大豆。
交付的大豆在每个分拣机上均经过严格的测试,然后获得批准印章。


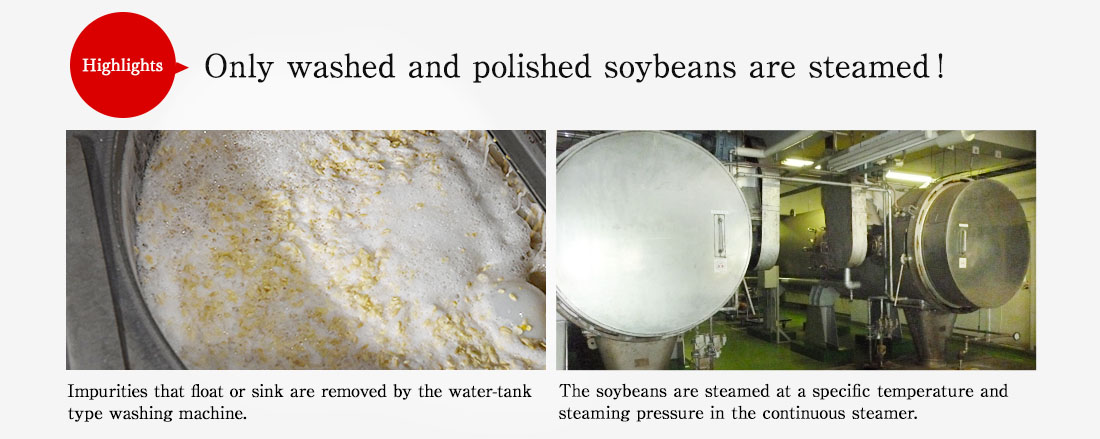
分选的大豆被带到大豆洗涤过程中。首先,将大豆喷水,并在湿式摩擦洗衣机中一起搅拌。喷涂后,将它们放置在水箱式洗衣机中,在其中除去漂浮或下沉的杂质。
然后将洗净的光滑大豆带入浸泡过程,在水中浸泡约12小时。浸泡大豆,直到水完全渗透到核心为止,并且大豆内部的水含量保持一致。如果未正确浸泡大豆,将导致蒸出的大豆不一致。
“大豆的硬度和含水量根据品种而有所不同,因此根据品种使用不同的浸泡罐。浸泡时间也会随季节而变化,因此我们要特别注意。” (仓石)
浸泡后尺寸翻倍的大豆被送至蒸煮线,在规定的温度和压力下蒸煮。烹饪后,将它们在冷却器中冷却至适合酵母生长的正确温度。冷却后,便进入将米麴和盐混合的过程。
然后味噌米麴和盐形成的味o汤料输送给衰老控制组长。


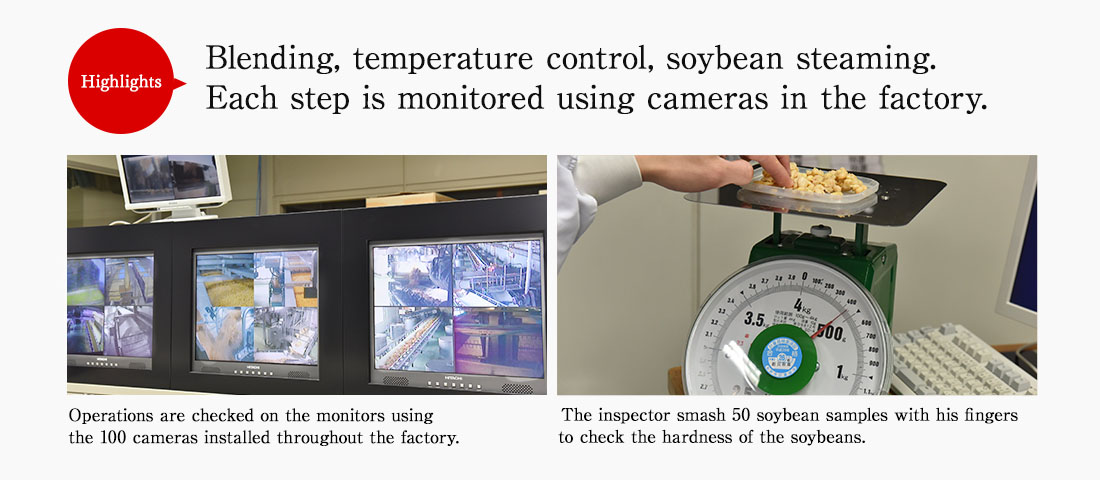
“水分含量和特性因大豆类型而异。例如,每批大豆的温度和蒸压不同。这种数字管理在中央控制室执行。两人团队轮流观看从上午6:45开始监视”(仓石)
在制备过程中对制备比例和温度进行管理,并在此检查穿越工厂的每条生产线。中央控制室可以称为味噌准备的核心。此处也执行手动操作。
“在蒸大豆时,我们进行检查以测量大豆的硬度。检查员取样了50个大豆样品,将它们放在秤上,然后用手指捣碎每个大豆。如果大豆可以用400克至600克的压力捣碎,如果压力在300克或以下,则大豆太软,味噌will便会失去粘度,无法正常发酵;如果压力在700克或以上,则大豆也将过剩辛苦。这将导致味噌是粗糙的,并且分解和发酵过程中不会进展顺利。尽管这是一种非常原始的方法,是检查硬度的最简单方式。我们与老化控制领导者共享数据和质量控制科。” (仓石)


我曾经负责老化。离开此过程后,我了解到大豆的选择,洗涤,蒸制和混合过程是动手操作和精心进行的。这是一个令人耳目一新的惊喜。同时,我意识到我需要更加努力地提供优质大豆。
我认为稳定的运营至关重要。如果在加工过程中生产线停止运转,大豆可能会褪色或变得太软,从而影响稳定的品质。维护和清洁对于保持生产线正常运行是必不可少的。每个星期一都是维护和清洗日。我们覆盖了生产线的每一英寸。我对我们提供给客户的质量充满信心。